S vysokou přesností měření, vysokou rychlostí odezvy, silnou schopností proti rušení má přístroj pro kontinuální měření teploty roztavené oceli typu WLX-II v reálném čase online monitorování změn teploty roztavené oceli, což je domácí vysoce přesné měření teploty roztavené oceli nejnovější generace. produkt.Aplikací v různých ocelárnách je dostatečně potvrzena spolehlivost a stabilita výrobku.Je to jistě ideální produkt, který nahrazuje termočlánkový termodetektor z platiny rhodia.
Rozsah měření: 700-1650℃
Nejistota měření: ≤ ±3℃
Životnost teplotní trubice: ≥24 hodin (teplotní trubice s různou životností lze vyrobit podle situace na místě)
Teplota použití: 0-70 ℃ (detektor), 5-70 ℃ (signálový procesor)
Standardní výstup: 4-20mA/1-5V (odpovídá 1450-1650℃)
Výstupní hnací síla: ≤400Ω (4-20mA)
Přesnost výstupu: 0,5
Napájení:Ac220V±10V, 50HZ
Výkon: signálový procesor 30W a velkoplošný displej 25W.

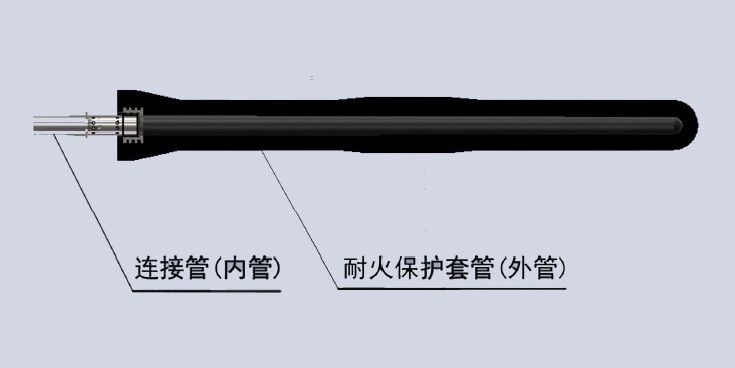
Teplotní trubice se skládá ze spojovací trubky a ohnivzdorného ochranného pouzdra.Ohnivzdorné ochranné pouzdro je s detektorem spojeno spojovací trubkou.Podle různé hloubky roztavené oceli mezipánve a koroze roztavené oceli na teplotní trubku má délka teploty specifikace 1100 mm, 1000 mm a 850 mm;průměr má specifikace ¢ 85 mm a ¢ 90 mm, které lze přizpůsobit podle potřeb uživatelů.
Teplotní trubice je přímo vložena do roztavené oceli, aby vnímala teplotu;hloubka vložení musí být minimálně 280 mm.Signál měření teploty je z vnitřní strany dna vnější trubky;doba odezvy přístroje se v zásadě rovná času přenosu energie z vnější strany dna teplotní trubice na vnitřní stranu.Propojovací trubice slouží k propojení teplotní trubice a detektoru.Vnitřní trubice má především eliminovat kouř uvnitř trubice a zajistit čistotu světelné dráhy.
| Položka | Tělo | Linka hliník-hořčík-uhlík strusky | Vedení hořčíkové strusky |
| Al2O3 % | 54,8-56,2 | 61,7-62,2 | 22.7-23.3 |
| SiO2 % | 7,0-8,0 | ||
| ZrO2 % | |||
| MgO % | 8,5-9,0 | 41,4-42,0 | |
| FC % | 27.1-27.9 | 25,0-25,4 | 29,2-30,0 |
| Objemová hustota g/cm2 | 2,46-2,53 | 2,71-2,79 | 2,48-2,52 |
| Zjevná pórovitost % | 11,5-14,8 | 11.4-13.8 | 11.8-12.8 |
| Pevnost v tlaku za studena MPa | 20.9-32.9 | 21.2-27.6 | 20.7-26.7 |
| Pevnost v ohybu při normální teplotě MPa | 20.9-32.9 | 5,4-7,3 | 5,5-8,3 |
Detektor se skládá z optických komponentů, fotoelektrického převodníku, vedení pro přenos signálu, výstupní zástrčky a potrubí chladicího vzduchu atd. Vstupní svorka detektoru se propojuje s připojovací trubicí teplotní trubice;výstupní svorka se připojuje k signálovému procesoru pomocí 6P konektoru;vstupní a výstupní svorky jsou propojeny vedením pro přenos signálu chráněným flexibilním vedením chladicího vzduchu.Optický systém přenáší signál infračerveného záření odeslaný ze spodní části teplotní trubice do fotoelektrického konvertoru, poté fotoelektrický konvertor převede optický signál na elektrický signál a poté jej přenese do signálového procesoru přes signálovou přenosovou linku.



Signálový procesor se skládá z napájecího modulu, modulu zpracování analogového signálu, modulu analogově-digitálního převodu, modulu digitálního zpracování, komunikačního modulu a zobrazovacího modulu atd. Velkoplošný displej se skládá z napájecího modulu, komunikačního modulu a modulu displeje atd.
Signální procesor má funkci dvojité teplotní kompenzace, která dokáže automaticky kompenzovat odchylku měření způsobenou teplotou okolí snímače a pracovní teplotou přístroje.
Signální procesor přijímá vstup elektrického signálu z detektoru;teplota měřené roztavené oceli je vypočítána mikroprocesorem podle teorie infračerveného záření a zobrazena na obrazovce.Mezitím lze na velké obrazovce zobrazovat údaje o teplotě v reálném čase prostřednictvím komunikační funkce.Elektrický signál může být odeslán do hlavního řídicího počítače pro monitorování procesu kontinuálního lití v reálném čase.
1) Pomocí tohoto produktu můžeme nepřetržitě a přesně detekovat teplotu roztavené oceli v mezipánvi a trend změn, včas přijímáme opatření k zabránění vytékání nebo ucpávání vodní trysky v důsledku vyšší nebo nižší teploty roztavené oceli, snižuje ztráty způsobené vypouštěním -vypuštěné a zamrzlé otvory a prostoje v důsledku nehod, a proto zvyšují provozní rychlost licího stroje.
2) Pomocí tohoto produktu můžeme znát pravidlo změny teploty roztavené oceli mezipánve.Podle tohoto pravidla změny můžeme předložit rozumnější požadavky na technologické parametry dalšímu procesu, jako je výroba oceli a rafinace.Tímto způsobem můžeme nejen snížit teplotu výčepu o 15 až 20 ℃, ale také zajistit přísný procesní systém, zvýšit úroveň řízení a přesnost měření teploty.
3) S přesným měřením teploty může tento systém snížit stupeň přehřátí o 5 až 10 ℃.Snížením stupně přehřátí můžeme získat širší rovnoosou krystalovou zónu, zmírnit středovou segregaci odlitku, účinně se vyhnout defektům uvolnění, smršťovací dutině a prasklinám a zlepšit kvalitu oceli;mezitím můžeme snížením stupně přehřátí zvýšit rychlost lití a kvalitu oceli.Aplikační praxe dokazují, že tento systém měření teploty může zvýšit rychlost lití v průměru o 10 %.